Production Capabilities
We produce our natural and organic ingredients in a modern processing plant with highly specialized equipment to ensure the highest performance, efficacy and consistency so our clients can receive an identical ingredient, time after time.
Our production capabilities permit us to produce a wide variety of ingredients from Cold Pressed Oils, Plant-Based Proteins, Andean Grain Instant Powders, Puffs & Flakes, Superfood Crisps, Micropellets & Air-Popping Chips, Dried Fruits, Roots & Tubers, Textured Vegetable Proteins, Roasted Seeds, Cacao Derivatives and Natural & Unrefined Sweeteners.
Cold Pressed Oil Technology
We use special coldpressing systems with single conveying screws and hydraulic presses to pure cold press at temperatures below 40°C selected seeds and fruits to obtain high quality cold pressed oils and butters with low peroxide value and all their essential fatty acids, liposoluble vitamins and phytosterols.


Raw Processing Technology
We use fluid bed drying equipment to dehydrated at low temperatures to preserve the natural characteristics of the fresh products and its nutritional and organoleptic properties.
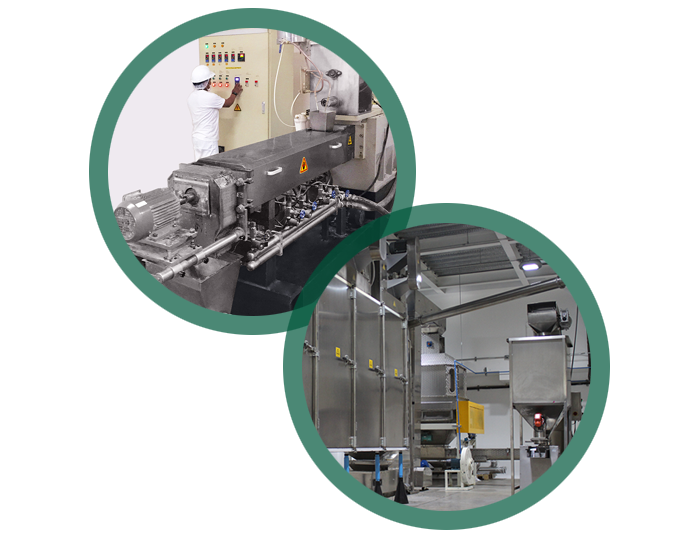
Twin-Screw Extrusion Technology
We have a modern and versatile twin-screw extrusion line to produce:
• Instant and gelatinized powders for nutritional supplements. soups, sauces, beverages and capsules.
• Expanded ready-to-eat cereals & snacks such as puffs, flakes and other shapes for breakfast and snacking that can be natural or spray coated with a wide variety of recipes.
• Extruded crisps for bars, cereal, snacks and confectionary.
• Extruded micropellets for air-popping chips and puffed cakes.
• Textured vegetable proteins for meat alternative applications.

Dry Roasting Technology
Our dry roasting equipment provides uniform heat and air delivery producing thorough, consistent roasting with superior product quality, color and moisture.
Safety and Quality Assurance
We are committed to continuous improvement of our products and services. For us, product safety is non-negotiable and we monitor our raw ingredients, from cultivation to the finished product ensuring full traceability of our products.
Our processing plant is BRC, HACCP, GMP, Organic (USDA, EU and JAS), Kosher and Halal certified and Allergen-Free and FDA inspected. It also includes in-house physicochemical and microbiological labs.




Innovation
We are proactive seekers of new ideas on how to expand our product range and sustainable sourcing areas, improve our processes and technologies and understand better our products and their efficacy.
We are constantly researching on how to improve or current products and to develop new products that can help us meet market trends and anticipate consumer needs.
We guarantee a close working relationship with our clients for the development of custom products. We foster collaboration with external partners for studying better the efficacy of our products.
